Саморезы
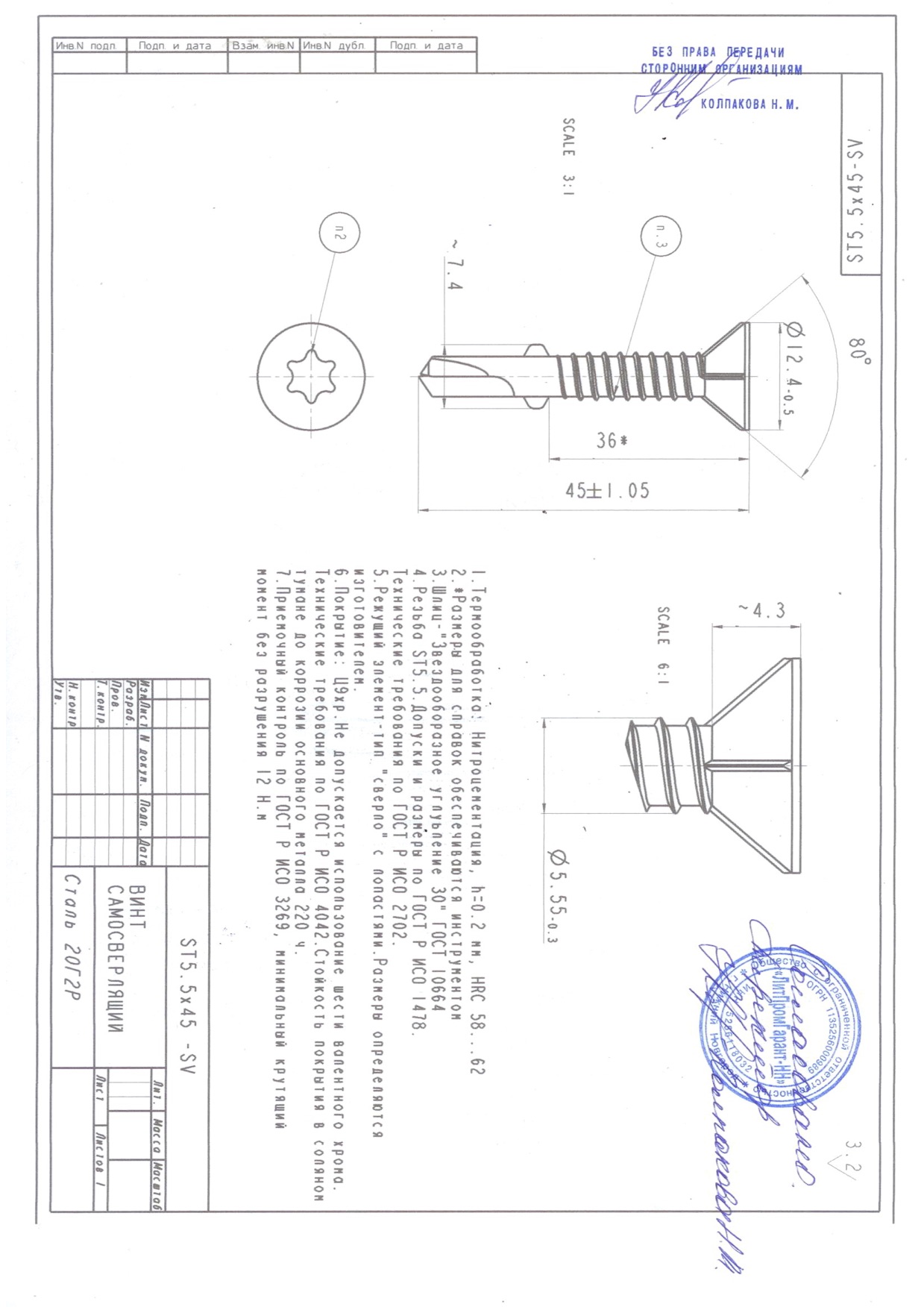
Винт с крылышками и наконечником-сверлом предназначен для монтажа древесины и пластин на стальное основание во внутренних и внешних условиях.
Наши саморезы изготавливаются из стали марки 20Г2Р — это борсодержащая сталь обладает рядом преимуществ по сравнению со сталью 35:
Уровень дефектов на поверхности крепежа ниже;
Сталь 20Г2Р обеспечивает стабильные механические свойства изделий при термообработки, класс прочности которых равен 8.8, 10.9 и 12.9 (по ГОСТ 1759.4);
Борсодержащие стали обладают повышенной ударной вязкостью при отрицательных температурах;
В автомобильной промышленности используется высокопрочный крепеж, выполненный только из борсодержащих марок стали;
Борсодержащие марки стали применяют уже около 15 лет не только в России, но и в других странах:
- 22В, 28В2 – Германия;
- 15В22, 10В21 – Япония;


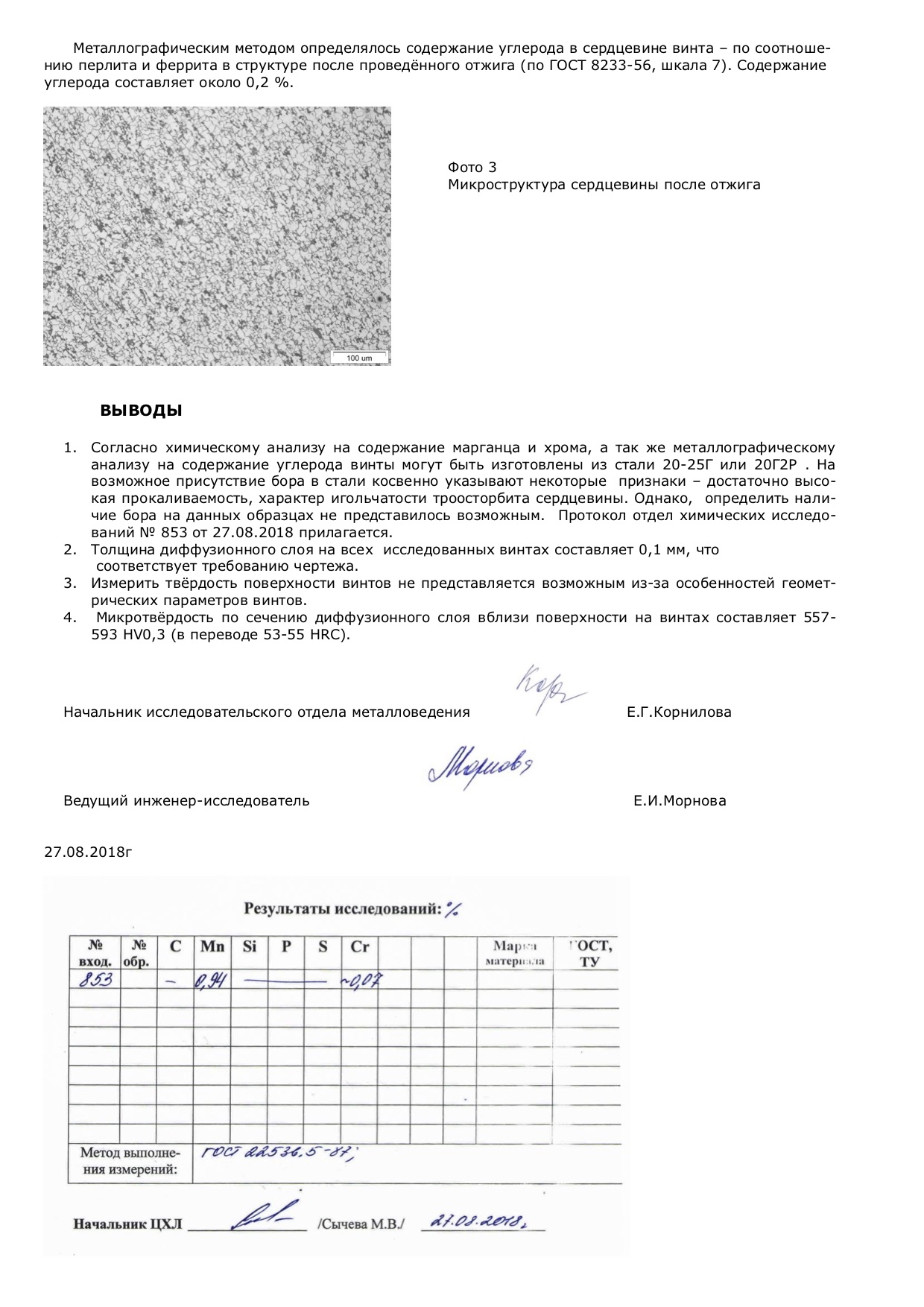
1. Саморезы прошли такой вид термообработки, как нитроцементация — насыщение поверхностного слоя азотом и углеродом — до твердости 53-62 HRC по Роквэллу. Достаточно твердые, но не хрупкие. Сердцевина винта также термоулучшается до твердости 40-45 HRC. Отсутствие обычной объемной закалки означает и отсутствие окалины, которая образуется на поверхности деталей при нагреве, кроме того из общего химического состава деталей не уходят углерод и цинк
2. На винтах используется покрытие Dacromet 440 — это специальное покрытие, без использования шестивалентного хрома, стойкость в соляном тумане не менее 440 часов.
Шурупы изготавливаются с помощью холодной высадки. К преимуществам этого способа можно отнести: - поверхность заготовки не окисляется, благодаря чему полученные детали отличаются большей прочностью и точностью размеров, меньшей шероховатостью поверхности;
3. Особое внимание мы уделяем следующему параметру: минимальный крутящий момент без разрушения не менее 12Н.м. Этот параметр позволяет контролировать нагрузку на материал, которую способно выдержать изделие без отрыва головы самореза.Допустим, если мы рассматриваем крепление фанеры к полу автомобильного фургона. Зная момент отрыва головки 1 винта и максимальные нагрузки на пол, которые возникают в процессе эксплуатации, мы можем просчитать количество винтов, которые требуются для того, чтобы пол мог их выдержать.
Эту же методику можно применять и для расчета узлов опалубки и кровельных систем.
Производство самореза имеет следующие стадии контроля:
При производстве детали, каждые 30 мин. происходит проверка размеров наладчиком. Если выявили брак, вся партия перебирается.
Также в конце смены саморезы проверяются контролером ОТК примерно 10% от партии. Если детали в норме, партия считается годная.
Если хоть у одной детали есть отклонение от нормы, проверяется ещё 10%.
Если ещё попадается негодная деталь, то партия считается бракованной.
Сейчас у нас есть саморезы размеров 5.5х45
Цена самореза 5,50 руб. без НДС
Чертежи и результаты исследований

Система менеджмента качества
Предприятие аттестовано в соответствии
с системой менеджмента качества
ГОСТ Р ИСО 9001 - 2015, ISO 9001 : 2015 и
ГОСТ Р 58139-2018*
«Производство частей и принадлежностей автомобилей»

Отдел контроля качества
Своевременная поставка готовой продукции
Сертифицированный процесс изготовления каждой детали
Изготавливаем детали из черных, цветных металлов и пластмасс
Оставьте заявку на изготовление детали